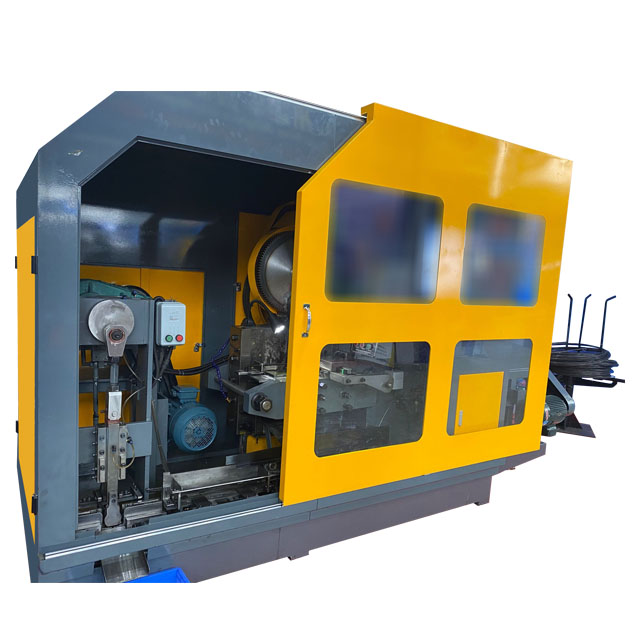
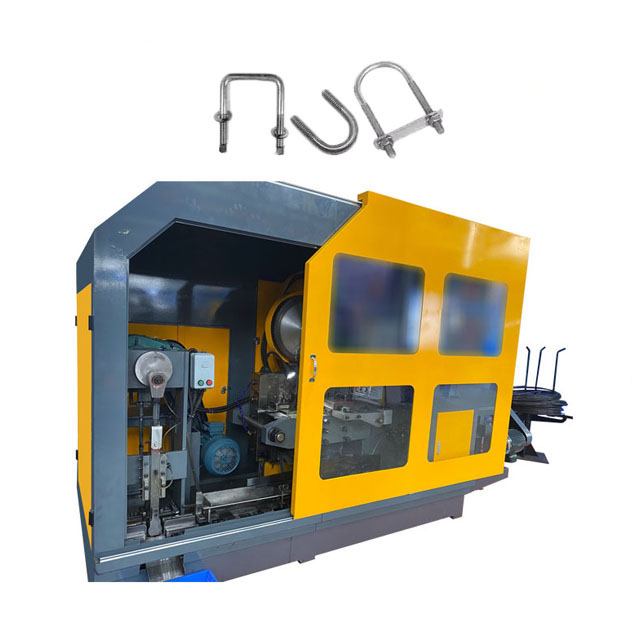
A máquina de fabricação de parafusos de sopro Automática 2 do Ronen® Automatic 2 Die 2 é favorecida por muitos fabricantes. Ele forma o parafuso em branco em duas etapas. O primeiro molde forma a forma inicial da cabeça, enquanto o segundo molde completa a modelagem final. Não há necessidade de usá -los separadamente. As matérias -primas podem ser produzidas sem supervisão contínua.
A máquina de fabricação de parafusos de sopro 2 automática 2 de 2 matriz "é uma máquina de formação de parafusos de duas molhos totalmente automática de duas molhos, projetada especificamente para o processamento de lote de espaços em branco. Ele pode lidar com materiais de arame com diâmetros que variam de 3 a 12 milímetros, incluindo aço carbono e aço inoxidável.
A máquina automática de 2 parafusos de 2 matriz 2 é um tipo especial de máquina de cabeça fria. Ele forma a cabeça do parafuso, conduzindo dois processos de estampagem no arame em branco em duas matrizes separadas. O primeiro estampagem começa o processo de perturbação no primeiro dado, fazendo com que o metal se reúnam. A segunda estampagem completa a formação final do formato da cabeça do parafuso no segundo dado. Comparado a uma única máquina de estampagem, esse processo de duas etapas pode produzir cabeças de parafusos mais complexas ou maiores.
A máquina de fabricação de parafusos começa com o fio da bobina. O alimentador automático guia o fio através da máquina de alisamento para remover todas as dobras. Em seguida, o mecanismo de corte corta o fio em espaços em branco precisos. Esses espaços em branco são imediatamente transferidos para o primeiro dado perturbador. O comprimento consistente do espaço em branco é crucial para a quantidade apropriada de metal nos dois processos de estampagem.
Na máquina automática de 2 parafusos de 2 de 2 dado 2, os espaços em branco são alimentados no primeiro dado. O primeiro soco atinge o final do branco, extrudando -o em uma forma inicial, geralmente uma forma cônica ou cilíndrica simples. Esse estágio de "pré-formação" reúne e redistribui o metal, facilitando a formação correta da forma final na próxima estação.
| Modelo | Unidade | RNBF-63S | RNBF-83S | Rnbf-83sl | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Estação de forjamento | NÃO. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Força de forjamento | KGF | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max.Cut-Off DIA | mm | ∅8 |
∅10 |
∅10 |
∅12 |
∅12 |
∅15 |
∅15 |
∅15 |
| Comprimento máximo | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Taxa de saída | PCs/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Principal Ram Stroke | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Principal principal | KW | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Dims geral. de corte de corte | mm | ∅30x45l |
∅35x50l |
∅35x50l |
∅45x59l |
∅45x59l |
∅63x69l |
∅63x69l |
∅63x69l |
| Dims geral. de Punch Die | mm | ∅40x90l |
∅45x90l |
∅45x125l |
∅53x115l |
∅53x115l |
∅60x130l |
∅60x130l |
∅60x2229l |
| Dims geral. do dado principal | mm | ∅50x85l |
∅60x85l |
∅60x130l |
∅75x135l |
∅75x185l |
∅86x135l |
∅86x190l |
∅86x305l |
| Die Pitch | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Aprox | Tonelada | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Parafuso aplicável dia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Comprimento de haste de branco | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Dims geral | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Os pontos de venda da máquina automática de fabricação de parafusos de 2 matrizes 2 são toda a sua automação e alta eficiência. De alimentar o material ao corte e formação, nenhuma intervenção humana é necessária. Os trabalhadores precisam apenas colocar o fio no rack de alimentação e definir os parâmetros. A formação da cabeça é mais regular e nenhum defeito que possa ocorrer durante uma única extrusão aparecerá.