


Ronen®, o fabricante, produz a máquina automática para fabricação de parafusos com 4 matrizes e 4 sopros, que forma peças brutas de parafusos por meio de quatro etapas de molde e quatro processos de forjamento: corte de arame, recalque, formação de cabeça e corte final. Os operadores só precisam de verificações ocasionais de saída, sem vigilância constante.
A máquina automática para fabricar parafusos com 4 matrizes e 4 sopros usa quatro conjuntos de moldes e quatro processos de estampagem consecutivos para transformar automaticamente o fio de metal em parafusos em bruto. Durante o processo de produção, nenhum trabalhador é necessário para intervir. As máquinas completarão todo o processo sozinhas.
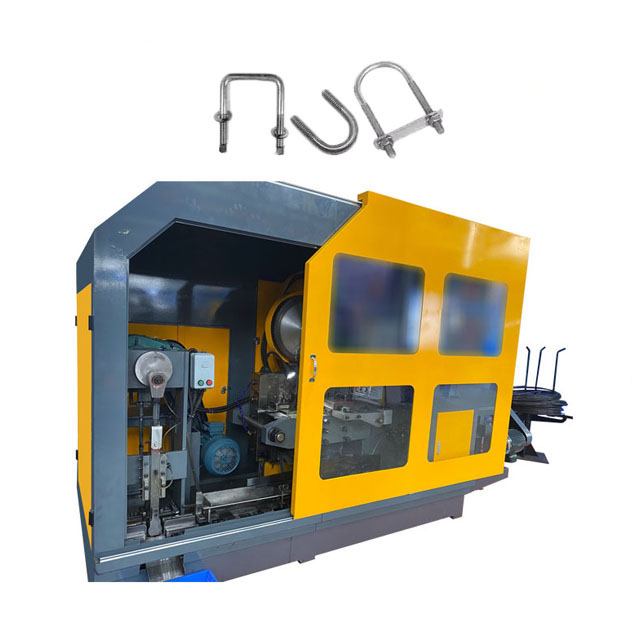
A máquina para fabricar parafusos processa o fio metálico em parafusos em quatro etapas. Ele corta uma seção do fio metálico e depois o alimenta em quatro estações. Em cada estação, o punção pressionará o fio metálico para formar diferentes partes do parafuso, como a cabeça ou a ponta do parafuso. Eventualmente, um parafuso acabado é produzido.
Coloque uma bobina de fio de aço na máquina automática para fabricar parafusos com 4 matrizes e 4 sopros. Durante o processamento, a máquina primeiro endireita o fio de aço, depois o corta em comprimentos predefinidos e, finalmente, molda-o através de processamento contínuo para fazer parafusos acabados. Este processo automatizado foi projetado para produzir com eficiência uma grande quantidade de parafusos. Este processo combina o que costumavam ser várias etapas separadas em uma operação contínua em uma única máquina.
A máquina para fabricar parafusos alimentará diretamente o material. A primeira matriz corta o fio e forma o formato inicial da cabeça. A segunda matriz molda a cabeça de forma mais clara (como as bordas de uma cabeça hexagonal). A terceira matriz processa a parte da haste (etapas simples ou redução de diâmetro). A quarta matriz finaliza a cabeça e a parte da haste e, por fim, a peça acabada é enviada automaticamente.
| Modelo | Unidade | DBF-64S | DBF-64SL |
DBF-84S |
DBF-104S |
DBF-104L |
DBF-134L |
DBF-134L |
| Estação de forjamento | NÃO. | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Força de forjamento | Kgf | 35.000 | 40.000 | 60.000 | 80.000 | 80.000 | 120.000 | 120.000 |
| Diâmetro máximo de corte. | milímetros | F8 | F8 |
Φ10 |
F12 |
F12 |
F15 |
F15 |
| Comprimento máximo de corte | milímetros | 80 | 105 | 115 | 135 | 185 | 190 | 265 |
| Taxa de saída | unidades/min | 140-210 | 130-200 | 120-180 | 90-140 | 80-130 | 75-110 | 50-80 |
| P.K.O.Stroke | milímetros | 12 | 15 | 18 | 30 | 30 | 40 | 40 |
| K.O.Stroke | milímetros | 70 | 90 | 92 | 118 | 160 | 175 | 225 |
| Curso principal do aríete | milímetros | 110 | 136 | 160 | 190 | 262 | 270 | 380 |
| Potência do motor principal | Kw | 15 | 15 | 22 | 30 | 30 | 37 | 37 |
| Escurecimento geral. da matriz de corte | milímetros | Φ30*45L | Φ30*45L |
Φ50*50L |
Φ45*59L |
Φ45*59L |
Φ63*69L |
Φ63*69L |
| Diminuição geral do punch die | milímetros | Φ40*90L |
Φ40*90L |
Φ45*125L |
Φ53*115L |
Φ53*115L |
Φ60*130L |
Φ60*229L |
| Escurecimento geral da matriz principal | milímetros | Φ50*85L |
Φ50*110L |
Φ60*130L |
Φ75*135L |
Φ75*185L |
Φ86*190L |
Φ86*305L |
| Morrer arremesso | milímetros | 60 | 60 | 70 | 90 | 94 | 110 | 110 |
| Peso aproximado | Tonelada | 8 | 10 | 14 | 18 | 21 | 28 | 33 |
| Diâmetro do parafuso aplicável | milímetros | 3-6 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 |
| Comprimento da haste do blank | milímetros | 10-65 | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 |
| O geral escurece. | milímetros | 5300*3000*2300 | 5500*3100*2300 | 6500*3200*2500 | 7400*3500*2800 | 9000*3500*2900 | 10000*3800*2900 | 11000*3800*3000 |
O ponto de venda da Máquina automática para fabricação de parafusos sopradores 4 matrizes 4 é "totalmente automática + formação de quatro moldes". É altamente eficiente e economiza trabalho. Do ponto de vista dos efeitos do processo, o processo de quatro moldes e quatro sopros pode produzir produtos com maior precisão do que o processo de dois moldes e dois sopros por meio de um controle de moldagem mais preciso. A transição do arco da cabeça do parafuso de cabeça redonda é uniforme e contínua sem desvio óbvio; a estrutura hexagonal do parafuso de cabeça hexagonal é bem simétrica e o erro dimensional de cada lado é controlável. Não há necessidade de moagem posterior e a taxa de desperdício é menor.

 3 morrem 3 abaixo da máquina de cabeçote a frio da peça do parafuso
3 morrem 3 abaixo da máquina de cabeçote a frio da peça do parafuso 4 morrem 4 abaixo da máquina de forjamento a frio de parafuso
4 morrem 4 abaixo da máquina de forjamento a frio de parafuso 5 morrem 5 abaixo da máquina de formação a frio da peça do parafuso
5 morrem 5 abaixo da máquina de formação a frio da peça do parafuso Máquina de fabricação de parafusos
Máquina de fabricação de parafusos Máquina anterior de parafuso de forjamento a frio de 3 estações
Máquina anterior de parafuso de forjamento a frio de 3 estações Máquina anterior de parafuso de forjamento a frio de 7 estações
Máquina anterior de parafuso de forjamento a frio de 7 estações