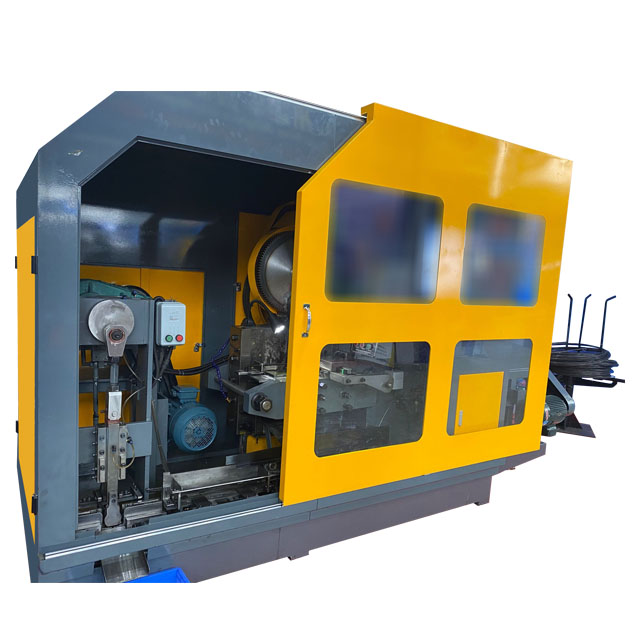





A máquina de formação de porca de flange Ronen®, uma solução confiável para os fabricantes, molda o branco de metal em uma porca de flange. Ele pressiona o material em branco para formar as roscas internas do flange e da porca. Para os fabricantes, tudo o que você precisa fazer é carregar a matéria -prima, definir as dimensões e concluir o processo de modelagem - otimizando os fluxos de trabalho de produção.
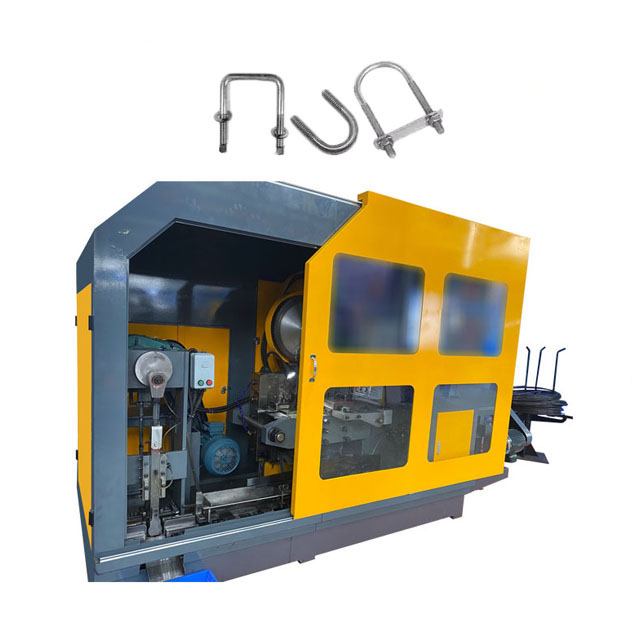
A máquina de formação de porca do flange é projetada especificamente para processar o fio de metal em porcas de flange. A máquina pode extrudar simultaneamente a borda do anel e a cabeça hexagonal da porca ao mesmo tempo. As especificações disponíveis para as porcas de flange variam de M4 a M20.
A máquina de formação de porcas de flange é uma máquina de extrusão a frio projetada especificamente para as porcas de flange de fabricação. Ele usa fio de aço, corta em espaços em branco e depois usa uma série de moldes e socos para executar a formação fria nas nozes. Esse processo forma uma junta integrada do tipo flange na parte inferior da porca e dá um soco automaticamente no orifício central sem a necessidade de aquecer o material.
A máquina de formação de porca do flange começa com uma bobina. A máquina desenrolada alimenta o fio no mecanismo de endireitamento para eliminar todas as curvas. Em seguida, a máquina de corte de precisão corta o fio endireitado em espaços em branco de um comprimento específico. O volume do espaço em branco é crucial porque deve conter metal suficiente para formar o corpo hexagonal da porca e a parte mais ampla do flange.
Um estágio -chave na operação da máquina é a formação do flange. O soco pressiona o espaço em branco em uma cavidade de molde mais larga que a seção hexagonal. Isso faz com que o metal se mova radialmente para fora, formando uma superfície plana do rolamento circular no fundo da porca. O diâmetro e a espessura do flange são controlados pelo design do molde.
| Especificação | Unidade | 11b | 14b | 17b | 19b | 24b | 27b | 30b | 33b | 36b | 41b |
| Estação de forjamento | N0. | 6s/7s | 6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
6s/7s |
| Max Cut-Off DIA | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Comprimento de pontapé | mm | 20/30/40 | 20/30/40 | 24/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Matriz arremesso | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Poder de forjamento | Tonelada | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Tamanho da produção |
|
M3-m6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Saída | min/pcs | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Motor principal | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Motor de lubrificação | HP | 1.5 | 1.5 | 1.5 | 1.5+3 | 1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
1.5+3 |
| Lubrificante | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Aproximadamente peso | Tonelada | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
A característica da máquina de formação de porcas de flange é o design engenhoso do molde. O molde possui ranhuras especialmente projetadas correspondentes à borda do flange, que permitem controle preciso da espessura e diâmetro da borda do flange durante o processo de extrusão. A força de extrusão da máquina pode ser ajustada, a alimentação é estável e o erro no comprimento de corte do fio é pequeno.