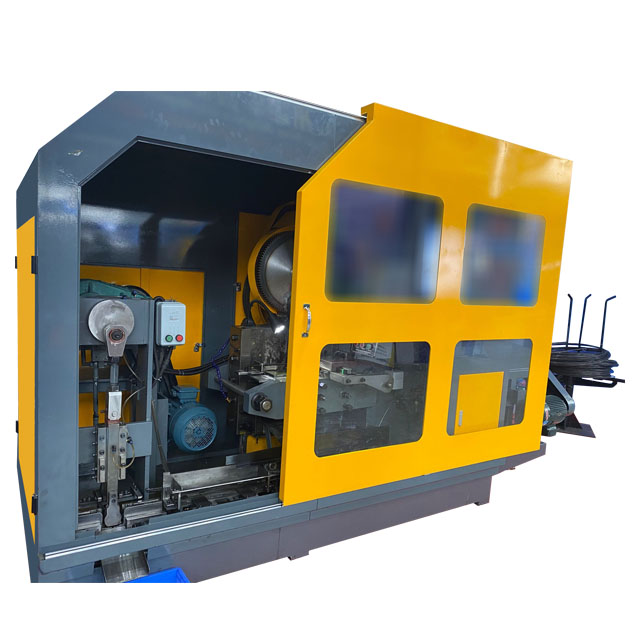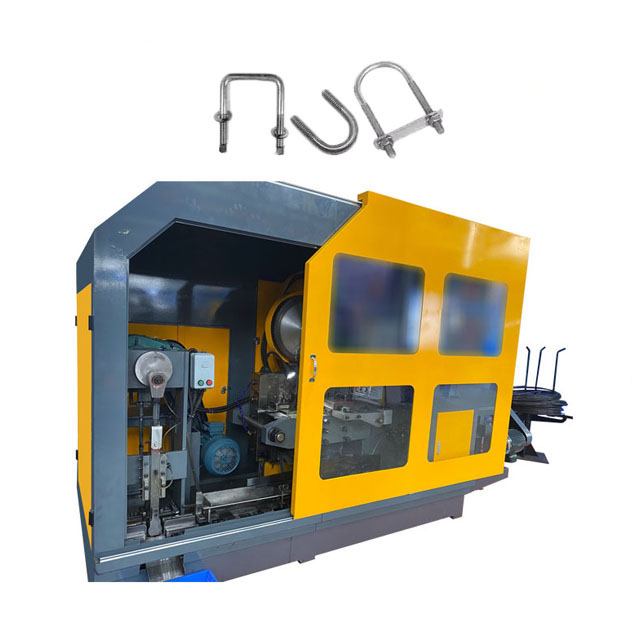



O formador de parafuso de alta velocidade Ronen® é preferido por muitos fabricantes. Ele pode transformar rapidamente fios de metal em parafusos em branco. Completa a modelagem da cabeça do parafuso e o acabamento da haste do eixo de uma só vez. Você só precisa carregar o fio, definir o tamanho e a máquina funcionará de forma estável, sem paradas frequentes.
O formador de parafusos de alta velocidade foi projetado especificamente para o processamento rápido de peças brutas de parafusos. Primeiro, endireite e corte o fio de metal. Em seguida, usando vários conjuntos de moldes, extrude continuamente a cabeça e a haste do parafuso. Todo o processo é totalmente automatizado.
A Formadora de Parafuso de Alta Velocidade é uma máquina de cabeçote a frio projetada especificamente para atingir o máximo rendimento de produção. Suas funções básicas são as mesmas de uma máquina de cabeçote padrão - cortar arame e formar cabeças de parafusos - mas foi otimizada para a velocidade do ciclo. O principal objetivo do projeto é produzir um grande número de peças brutas de parafusos de cabeça por minuto, tornando-o adequado para produção em massa.
A máquina apresenta uma estrutura mais pesada e robusta e um virabrequim mais robusto para suportar o maior estresse causado pela operação rápida. O sistema de acionamento foi projetado tendo em mente um design bem equilibrado, resultando em vibração mínima em altas velocidades. Sua estrutura robusta permite que a máquina opere de forma confiável e confiável em sua velocidade máxima de ciclo especificada, sem o risco de desgaste excessivo ou mau funcionamento.
Uma das principais características do High Speed Bolt Former é seu mecanismo de transmissão rápido e preciso. O design dos dedos ou grampos usados para mover as peças brutas dos parafusos entre várias estações principais visa alcançar movimento mínimo e inicialização rápida. O tempo de transmissão é crucial para alcançar uma operação de alta velocidade, pois qualquer atraso entre as estações limitará a produtividade global.
| Modelo | Unidade | RNFB-63S | RNFB-83S | RNFB-83SL | RNFB-103S | RNBF-103L | RNFB-133S | RNFB-133SL | RNBF-133L |
| Estação de forjamento | NÃO. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Força de forjamento | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Diâmetro máximo de corte | milímetros |
Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Comprimento máximo de corte | milímetros | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Taxa de saída | unidades/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | milímetros | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | milímetros | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Curso principal do aríete | milímetros | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Potência do motor principal | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Escurecimento geral. da matriz de corte | milímetros |
Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Diminuição geral do punch die | milímetros |
Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Escurecimento geral da matriz principal | milímetros |
Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Morrer arremesso | milímetros | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Peso aproximado | Tonelada | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Diâmetro do parafuso aplicável | milímetros | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 |
8-12,7 |
8-12,7 |
| Comprimento da haste do blank | milímetros | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Escurece geral | milímetros | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
As principais características do Formador de Parafuso de Alta Velocidade são a troca rápida de molde e a alta estabilidade. O corpo é feito de ferro fundido espesso. Durante a operação em alta velocidade, causa pouca vibração e não distorce a cabeça do parafuso devido ao tremor. Certifique-se de que o peso e o tamanho de cada peça de material sejam uniformes, para que não sejam necessários ajustes adicionais durante o processamento subsequente das roscas.